

جوشکاری پلی اتیلن، تکنیکی است که علاوه بر چسباندن دو قطعهی پلاستیکی به همدیگر، امکان ایجاد اشکال متنوع را نیز فراهم میآورد. بعنوان مثال پلی اتیلن یک ترموپلاستیک است. به این معنی که می توان آن را با حرارت ذوب کرد و به شکل دیگری درآورد. البته پیش از جوش پلی اتیلن و پلاستیک ها، بایستی به ساختار آنها توجه داشت.
بعنوان مثال پلی اتیلنهای خطی قابلیت جوشکاری را داشته و به همین دلیل، ساخت انواع مخزن از این نوع گریدها، بسیار رایج است. درسوی دیگر PEهای متقاطع، قابلیت جوشکاری ندارند و بلحاظ استانداردهای بین المللی نیز، امکان ذخیره سازی مواد غذایی در انواع مخزن پلی اتیلن متقاطع وجود ندارد. گرچه بدلیل ماهیت ساختاریشان، مخازن PE متقاطع شدیداَ مستحکم بوده و گزینهای عالی برای محیطهای سخت هستند. جوشکاری پلاستیک البته مربوط به دیگر پلیمرها همانند پلی پروپیلن، پلیاورتان، ABS، پلی آمید و… نیز می شود. اما در رابطه با ریز نکات جوشکاری پلی اتیلن و پلاستیک، تا چه حد آگاهی دارید؟!

تمامی ترموپلاستیک ها را میتوان با استفاده از تکنیک جوش پلاستیکی، مورد جوشکاری و اتصال قرار داد. ترموپلاستیک ها موادی هستند که در معرض حرارت ذوب می شوند. البته ترموست ذوب نمی شود و فقط می توان آن را چسباند. بنابراین همیشه از یک میله جوش از همان جنس (برای ذوب در نقطه یا سطح اتصال) استفاده کنید. بعنوان مثال اگر میخواهید قطعات ساختهشده از پلی اتیلن را جوش دهید، حتماَ از میله پلیاتیلن استفاده کنید.
جوش پلی اتیلن، غالباَ بسیار بیشتر از دیگر پلیمرها صورت می پذیرد. معمولاَ بدلیل ساخت مخازن و دیگر تجهیزات صنعتی فایبرگلاس از طریق روشهای قالب گیری، سعی میشود تمامی الحاقات دستگاه در قالب صنعتی اولیه لحاظ شود. فلذا این پلیمرها کمتر از تکنیک های مختلف جوش پلاستیک استفاده می کنند. اتصال جداره های از جنس پلاستیک ABS با جوش نیز، در بسیاری از تجهیزات آشپزخانه صنعتی رایج است.
هنگامی که پلی اتیلن را جوش می دهید، یک جوش اصطلاحاَ «همجوشی» در حال انجام است. به این معنی که میله جوش و مواد پایه را با هم ذوب می کنید. رنگ میله جوش پلی اتیلن، شفاف یا “طبیعی” است. در طول فرآیند جوشکاری ذوبی، شما بایستی مواد پایه رنگی را با میله شفاف مخلوط کنید. بنابراین جوش، رنگ ناحیه اطراف را به خود می گیرد. به همین دلیل توجه داشته باشید که میله جوش پلی اتیلن، باید با هر رنگی از مواد پایه، سازگار باشد.
بنابراین در صورت وقوع چنین حالتی، نه تنها مسیر انجام عملیات جوش پلی اتیلن اشتباه نبوده است. بلکه اتفاقاَ عملیات به درستی صورت پذیرفته است. درپی بروز چنین اختلاط های رنگی، در بسیاری از موارد گزارشهایی از کاربران دریافت شده است که تصور میکردند به نتایج اشتباهی در جوشکاری پلاستیک رسیدهاند!.
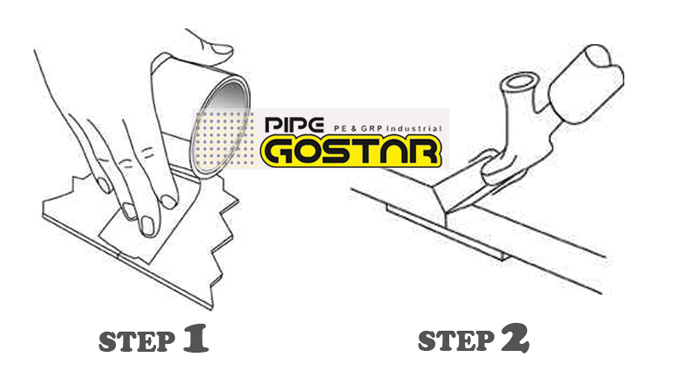
قبل از هر کاری، پلاستیک مورد نظر را با آب و صابون تمیز کنید. سپس بگذارید تا به خوبی خشک شود. میتوانید از تجهیزاتی نظیر: Super Prep Plastic Cleaner نیز برای حذف هر گونه آلودگی بیشتر استفاده کنید. توصیه میشود از:
برای نگه داشتن قطعات به طور موقت (در حین انجام جوش پلاستیک) استفاده نمایید. بطوری که آن ها را در قسمت جلو بچسبانید و اولین جوش خود را در قسمت پشت، ایجاد کنید. بدون چسباندن اولیه، احتمال انحراف و کج شدن جوش میان دو قطعهی پلاستیکی افزایش مییابد.
با استفاده از نوک جوش دهنده داغ خود، در یک شیار V شکل (در امتداد شکاف اتصال) اتصال اولیه را بوجود آورید. می توانید این کار را با زاویه دادن ابزار جوشکاری (جوش دهنده) به سمت پایین و ذوب با نوک آن، انجام دهید. همچنین ابزاری به نام v-groove نیز در دسترس است و میتوان شیارهای Vشکل را با آن ایجاد نمود.
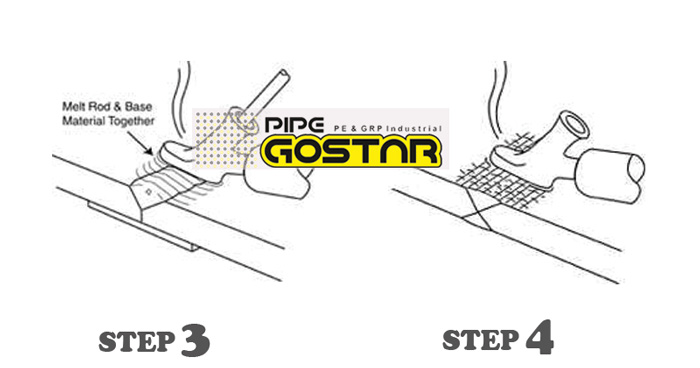
میله جوش پلی اتیلن را با استفاده از نوک جوش دهندهی داغ در شیار Vشکل، ذوب کنید. بهترست شیار V شکل را با میله پلاستیکی ذوب شده، هر بار حدود یک اینچ پر کنید. قبل از اینکه میله ذوب شده خنک شود، میله را از نوک تفنگ جوشکاری خارج کرده و به منطقه جوش برگردید. زیرا باز هم توصیه میشود میله و مواد پایه را کاملا با هم ذوب کنید. (جهت گیرش قوی تر)
کار ذوب میله جوش پلی اتیلن و مواد پایه را تا زمانی با هم ادامه دهید که میله، شروع به گرفتن رنگ مواد اطراف کند. جوشکاری را هر بار با پرسازی یک اینچ از ترک ادامه دهید. درحقیقت این کار (پرسازی لاین اتصال یا ترک) تا زمانی ادامه مییابد که فرآیند جوشکاری، کاملاَ تمام شود. پس از خنک شدن جوش، نوار را از طرف دیگر جدا نموده و این کار را تکرار کنید.
این یک مرحله اختیاری در صورت پارگی لبه پلاستیک است. برای تقویت ناحیه تنش درست در لبه، یک تکه کوچک از مش سیم تقویت کننده فولاد ضد زنگ 2045 واتی را برش دهید. سپس آن را مستقیماً در پلاستیک پشتی ذوب کنید. بهبیان فنی، این مش همانند میلگرد در بتن عمل میکند؛ تا بار را به مواد پایه پخش کند.
استفاده از این تکنیک میتواند نتیجهی پایانی قدرتمندتری را در اختیار کاربران قرار دهد. بیاد داشته باشید که مش تقویت کننده یک جزء اختیاری است. درنتیجه به طور استاندارد به همراه ابزار جوشکاری ATV و دیگر مدلها، ارائه نمی شود. (بایستی به صورت جداگانه، به سفارش و تهیهی این مشهای جوش پلی اتیلن اقدام نمایید)

پرژانته مناسب یا همان ارائهی نهایی کار، بایستی دلپذیر و مطلوب باشد. بههمین دلیل پیشنهاد میشود پس از عملیات جوش پلی اتیلن (و یا موارد جوش پلاستیک)، حتماَ سطوح جوش خورده را سنباده بزنید. مسلماَ پس از یک سنباده زنی حرفه ای، ظاهر نهایی کار مطلوبتر خواهد شد. اما بخاطر داشته باشید که:
بعد از اینکه محل جوش پلاستیک را سمباده زدید، ممکنست سطح موردنظر ابتدا درهم ریخته به نظر برسد. بنابراین از یک تفنگ حرارتی، برای ذوب کردن لایهی روی سطح جوش پلی اتیلن استفاده کنید. پس از این لایه برداری، قطعاَ ظاهر سطح تمیزتر خواهد شد.
نکته: مراقب باشید که حرارت بیش از حد نفوذ نکند؛ وگرنه امکان تاب خوردن پلاستیک وجود دارد.
انواع مخزن اسید و مخازن نگهداری آب و سیالات شیمیایی پلی اتیلن که بصورت یکپارچه تولید میشوند، در برابر تنشها مقاومت ویژه ای از خود نشان میدهند. زیرا یکپارچگی تولید، امکان تحمل و توزیع یکنواخت نیروهای وارده را فراهم می آورد. مخازنی که پس از تولید یکپارچهی بدنه اصلی، میزبان عناصر الحاقی با استفاده از جوش هستند، همواره در معرض تنش پذیری بیشتری قرار دارند.
ممکن است گاهاَ عناصری همچون:
و… بصورت جوشی (و نه قالب گیریشده) به مخزن متصل گردند؛ که موجب تضعیف تنش پذیری تانکرها شوند!.
چگونه یک میله جوش پلاستیک انتخاب کنم؟!. این سوالیست که بسیاری از افراد برای انجام انواع جوش پلی اتیلن، پلی پروپیلن و… مطرح میکنند. جهت پاسخ به سوال فوق، ذکر چند نکته میتواند راهگشا باشد:

ابزار هوای گرم (hot air tool) با کنترل دما و حجم هوا، مسلماَ اولین انتخاب است. شما با یک ابزار هوای گرم، قابلیت انجام جوش پلاستیک انعطاف پذیر را بدست خواهید آورد. فلذا می توانید نقاط و سطوح با دسترسی سخت را جوش دهید. برای استفاده حرفه ای، به ویژه برای جوشهای بزرگتر، از اکسترودر دستی Injectiweldor استفاده می شود. این دستگاه ها میله جوش پلاستیکی را به طور خودکار به داخل می کشند و مواد مذاب را روی قطعات اتصال شما اعمال می کنند.
قطعات کوچک یا نازک را نیز میتوانید با اتو جوش، تعمیر کنید. یک نوک گرمشده برای ذوب کردن ناحیه آسیب دیده (مانند یک ترک) استفاده شده و کافی خواهد بود. سپس مواد ذوب (گیرش سطح قابل اتصال) به درون درز یا خط اتصال، وارد خواهد شد.
در این قسمت از مطلب پبشنهاد می نمائیم صفحه اتصالات پلی اتیلن را نیز بازدید فرمائید.
دمای بین 240 تا 270 درجه سانتیگراد برای جوش اکثر پلاستیکها، انتخاب خوبی بشمار میآید. اگر چه برای جوش پلاستیک برخی مواد پلیمری همانند:
به دمای بالاتری نیاز است. توصیه می کنیم در جوش پلی اتیلن و دیگر پلاستیک ها، همیشه در دمای زیر 300 درجه سانتیگراد بمانید. زیرا در غیر این صورت، غالباَ پلاستیک ها اکسیده می شوند و ساختار مولکولی آنها آسیب می بیند. چنانچه این شرایط بوجود بیاید، دو اتفاق مهم رخ می دهد:
نکتهی کاربردی: ابزارهایی که برای جوشکاری پلی اتیلن مناسب هستند، قابلیت تنظیم دما را دارند.
ناحیه ای را که قرار است در آن جوشکاری پلاستیک انجام دهید، ابتدا کاملا تمیز کنید. توصیه میشود بر روی یک منطقه (سطح) با هوادهی خوب کار کنید. همچنین تأکید داریم که همیشه لایه اکسیدی را در ناحیه جوش بردارید. این تمیزسازی میتواند به عنوان مثال، با برداشتن مکانیکی یک لایه نازک با یک لیسه یا تیغه فلزی، صورت پذیرد. ضمن اینکه میتوانید سطح موردنظر را سنباده نیز بزنید و سپس با یک پمپ هوا، کاملاَ تمیز کنید.
بطورکلی توجه داشته باشید که:
عملیات جوش پلی اتیلن و جوش هر نوع پلاستیک دیگر را با آرامش و حوصله انجام دهید. پلاستیک ها به زمان نیاز دارند تا ذوب شوند. دمای بیش از حد بالا، فقط دوام جوش را کاهش می دهد و هیچگونه فایدهی دیگری نخواهد داشت.
بنابراین به جای دست زدن به رفتارهای هیجانی، روند کار مداوم را به عملکردتان اضافه کنید. بعنوان مثال ذهنتان را بر روی سرعت کار بالا و بکارگیری دمای زیاد، معطوف نکنید. بلکه در هر زمان که می توانید عملیات جوش پلاستیک را با ذوب دوبارهی میله جوش، تکرار کنید؛ تا سطح اتصال در چند مرحله، کاملاَ پر شود. پس نیازی به هیچگونه عجله ای نیست.

نکات مربوط به نحوه جوش پلاستیک 90 درجه، با استفاده از دو تکه پلاستیک به شرح زیر میباشد:

فارغ از انتخاب نوک اتصال دهندهی مناسب برای دستگاه جوش (بسته به نوع پلاستیک)، توجه به دو نکته دیگر نیز ضروریست:










